At present, most of the processes for waste tire treatment in countries around the world are: stacking, incineration, grinding rubber powder, reclaimed rubber, and pyrolysis. The pyrolysis process can realize the reduction, recycling, and harmless comprehensive utilization of waste tires.
At present, most of the processes for waste tire treatment in countries around the world are: stacking, incineration, grinding rubber powder, reclaimed rubber, and pyrolysis. The pyrolysis process can realize the reduction, recycling, and harmless comprehensive utilization of waste tires.
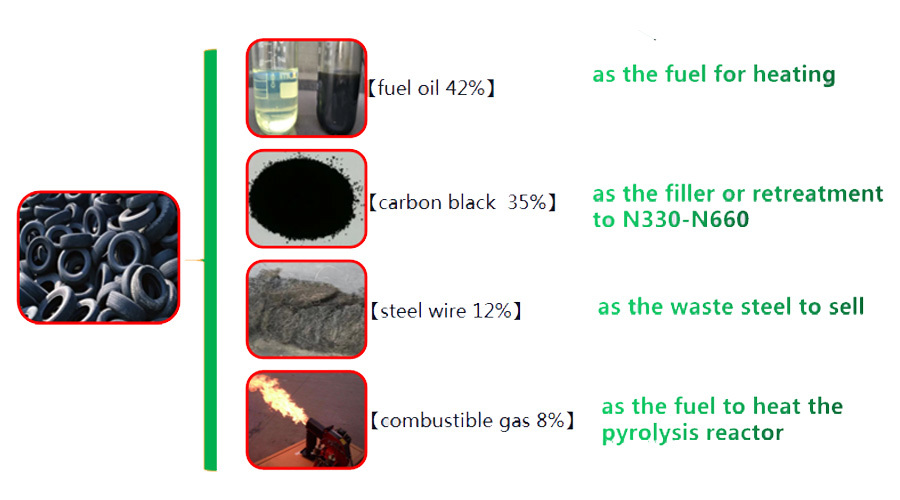
High conversion rates and low energy consumption are the two main features of this process technology.First, it converts waste tires into 42% fuel oil, 35% crude carbon black, 8% combustible gas and 12% steel wire.
Second, the energy consumption of this technology is low, and the energy consumption cost per ton of waste tires is less than 100 yuan, which is 1/6 and 1/7 of the rubber powder treatment technology and reclaimed rubber treatment technology.
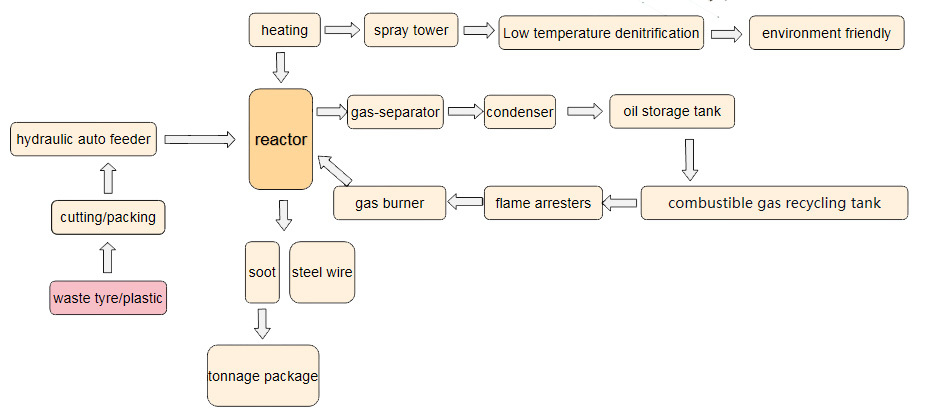
Flowchat
Waste tires are treated by pyrolysis process,you can getfuel oil, crude carbon black,Scrap steel wire and combustible gas.
Step 1: Loading
The waste tires are grabbed into the hydraulic feeder, and then pushed into the rotary pyrolysis reactor, and the loading is completed for about 1.5 hours.
Step 2: Heat pyrolysis
After the loading is completed, the reactor is started, and then the oil burner is turned on to heat the reactor . The raw material is heated and cracked in the reactor to produce oil and gas, and the oil and gas enter the gas-separator and the oil and gas enter the condenser, and the high-temperature oil and gas are cooled and liquefied into fuel oil, which is stored in the oil tank. It takes about 2.5 hours from heating to oil out.
Step 3: Exhaust gas re-burning
The combustible gas that cannot be liquefied at room temperature and pressure enters the water seal tank through the oil storage tank, and then enters the combustible gas burner through the flame arrester, and burns at the bottom of the reactor to provide a heat source for the equipment. When the combustible gas is stabilized, the oil burner is turned off, and there is no need for external fuel.
Step 4: Cool
When the oil volume decreases, the oil color becomes darker, after 8-10 hours of heating and pyrolysis, after the waste tire is completely pyrolyzed, a small amount of combustible gas can be collected or discharged for combustion, and the cooling port can be opened to cool the pyrolysis kettle.
Step 5: Slag removal
After the temperature of the cooled pyrolysis kettle is reduced to below 100 degrees Celsius, the slag outlet is opened, the slag dispenser is installed, the slag is discharged, and the coarse carbon black is transferred to the ton bag. This process takes about 2.5 hours.
Step 6: Draw the wire
After the slag is discharged, the inlet is opened and the wire is grabbed out with a loader.
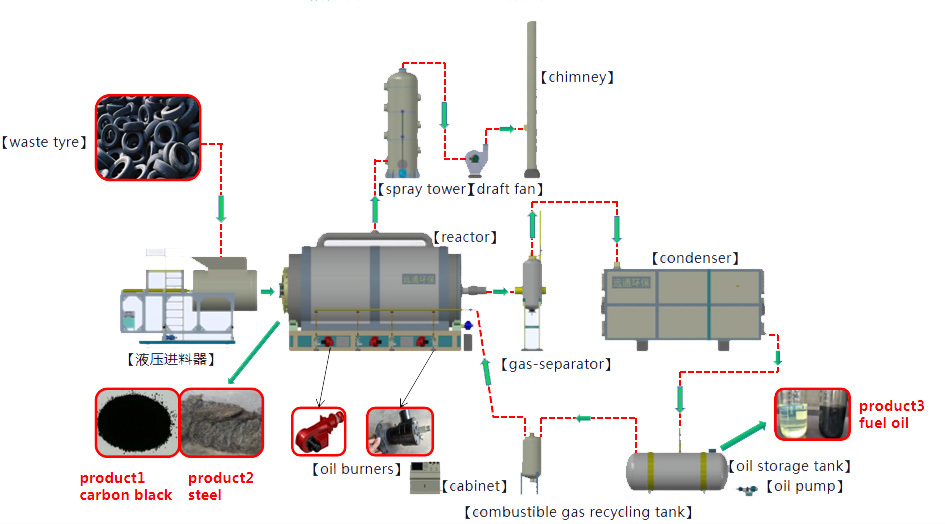
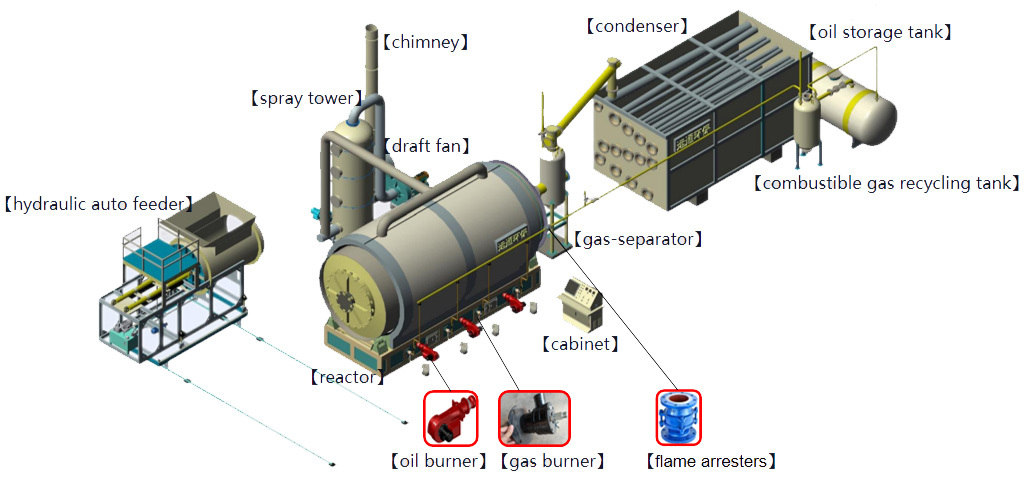
3D drawing
Main parts
Hydraulic auto feeder
Hydraulic feeder:Including silo, hydraulic cylinder, hydraulic station, main body support, horizontal walking mechanism, etc.
The raw material is grabbed into the silo with a loader, and the raw material is pushed into the pyrolysis reactor by using a hydraulic cylinder.
Reactor
Pyrolysis system: Including pyrolysis reactor, rotating speed motor, reducer, insulation shell, heating combustion chamber, oil burner
The heating system heats the pyrolysis reactor in the combustion chamber, and the waste tires are pyrolyzed in the reactor, and the solid state is sublimated to oil and gas.
Cooling condenser
Cooling system: Including rotary seal body, metal compensator, connecting pipeline, dust removal drum, box condenser, oil storage tank, oil pump, etc。
Combustible gas burning system
combustible gas burning system : Including water seals, flame arresters, combustible gas burners, blowers, connecting pipes, valves, etc。
Carbon black discharging system
discharging system: Including slag out special-shaped elbow, slag elbow bracket, ton bag, etc。
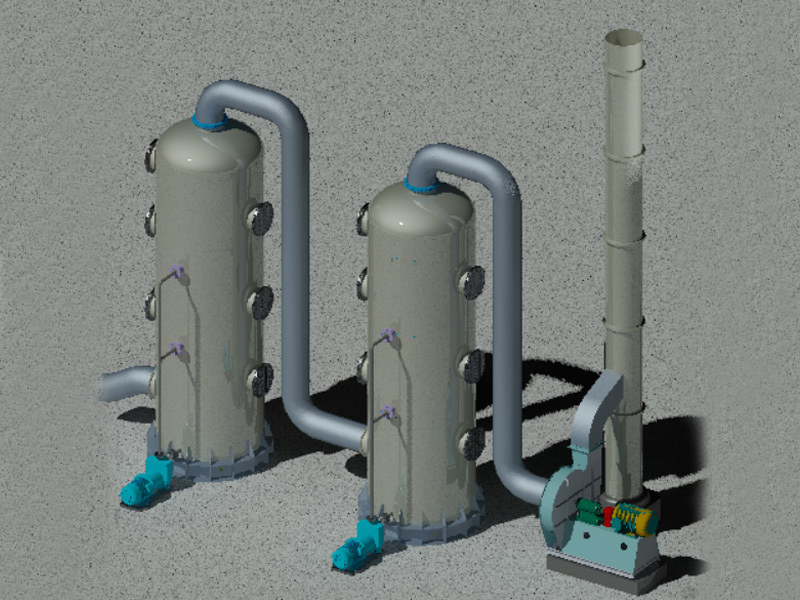
Spray system
Spray system: Including lye desulfurization and dust removal tower, low temperature denitrification and defogging tower, circulating chemical pump, draft fan, etc
Safety system
Three-level security system:
It is composed of pressure transmitter, thermocouple, alarm, explosion vent, spring safety valve.
Level 1 safety system, when the temperature and pressure exceed the safety value, the alarm system will prompt the operator to control the temperature and pressure immediately.
Level 2 safety system, if the operator does not immediately notice, the spring-loaded safety system will automatically turn on the pressure relief.
Three-level safety system, if the automatic pressure relief device fails to reduce the pressure immediately, the explosion-proof disc will automatically burst when it reaches the rated pressure to ensure that the pressure of the equipment does not rise。